[ブログ] 電気亜鉛めっきの特徴 ー 被膜厚さにむら?
めっき品質の重要なポイントとして挙げられるのは、めっき対象物表面上のめっき金属の膜厚が十分であるか、また、対象物に均一についているかという点です。
陰極(カソード)の極棒にめっき対象物を取り付けた上めっき液に浸漬(液体に浸すこと)し、整流器から直流電流を治具を通してめっき対象物に流すと、対象物表面にめっき皮膜を形成していきます。
めっき液に流す電流量(工場などの生産現場のめっき槽では数十から数百アンペア)はめっき対象物の表面積で決めますが、単位面積当たりの電流濃度を電流密度といい、各めっきごとに適正な範囲があります。
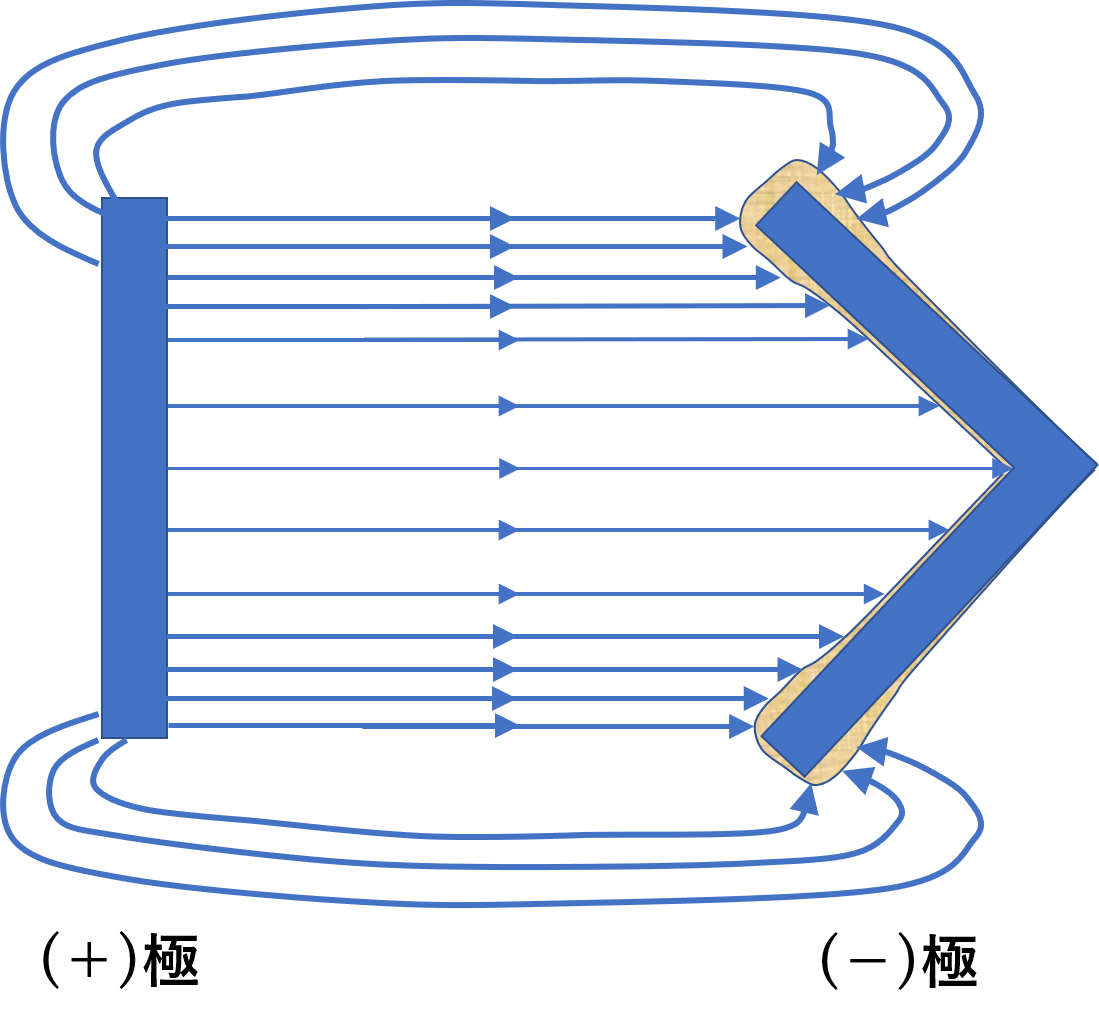
めっき工場の自動めっきラインでは、陽極(アノード)の基本位置が固定されているため、めっき対象物表面上には電流分布が生じており(図参照:電流密度に差が発生)、陽極に対し出っ張っている個所は電流が多く流れめっきがつきやすく、奥まっている個所は電流が弱くめっきがつきにくい傾向があります。
めっき厚さの分布は均一電着性と呼ばれ、めっき工場の現場では、めっき対象物の電極への取り付け位置を工夫したり、めっき液の改良を行うことで、この均一電着性の向上に、日々、取り組んでいます。
*****************
めっきなどの表面処理技術において被膜の均一性をデスクトップ上でシミュレーションできる研究がなされているようです。MATLABとCOMSOLを連携させ、シミュレーション環境を構築しているようですが、詳細は不明です。めっき対象物上の電流分布のむらが生産ラインに載せる前に判別できれば、ひっかけによるめっき工程においても、最適なひっかけ位置を割り出すことができ、生産現場での効率化につながるかと思います。
参考文献:図解 めっき技術の基礎 (株式会社ナツメ社) (ISBN978-4-8163-6183-8)
図解入門 よくわかる最新めっきの基本と仕組み (株式会社秀和システム) (ISBN978-4-7980-4560-3)
参考サイト:MathWorks -MATLAB (https://jp.mathworks.com/)
COMSOL (https://www.comsol.jp/)
2020年04月06日 11:07