[ブログ] pH計測のIoT化 ー pHセンサの設置と保護
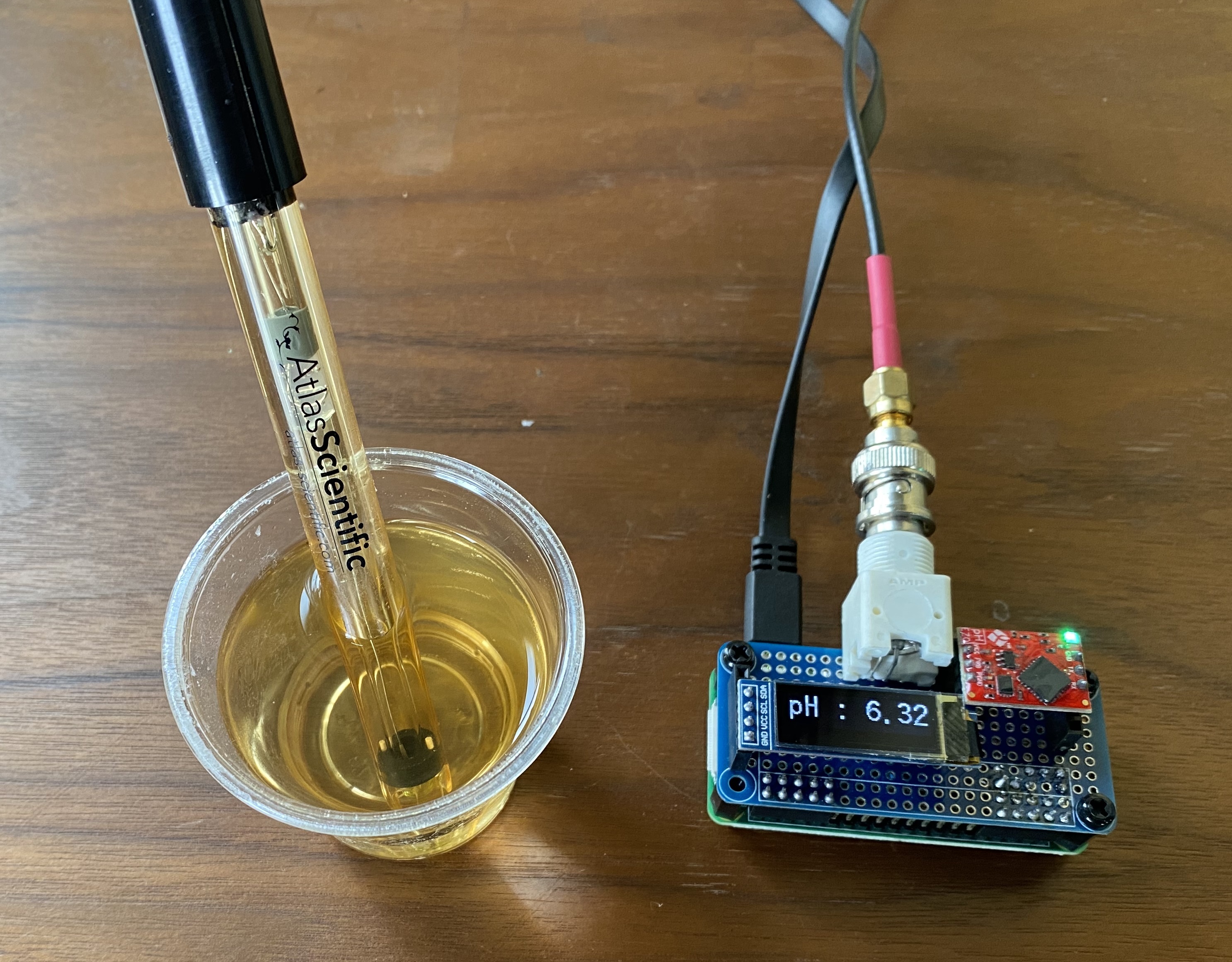
何れのpHセンサにおいても同様かと思いますが、使用前にはpHセンサの校正が必要となります。ただ、弊社の亜鉛めっき槽での計測においては、校正作業をしなくとも、かなり正確な値が計測できています。
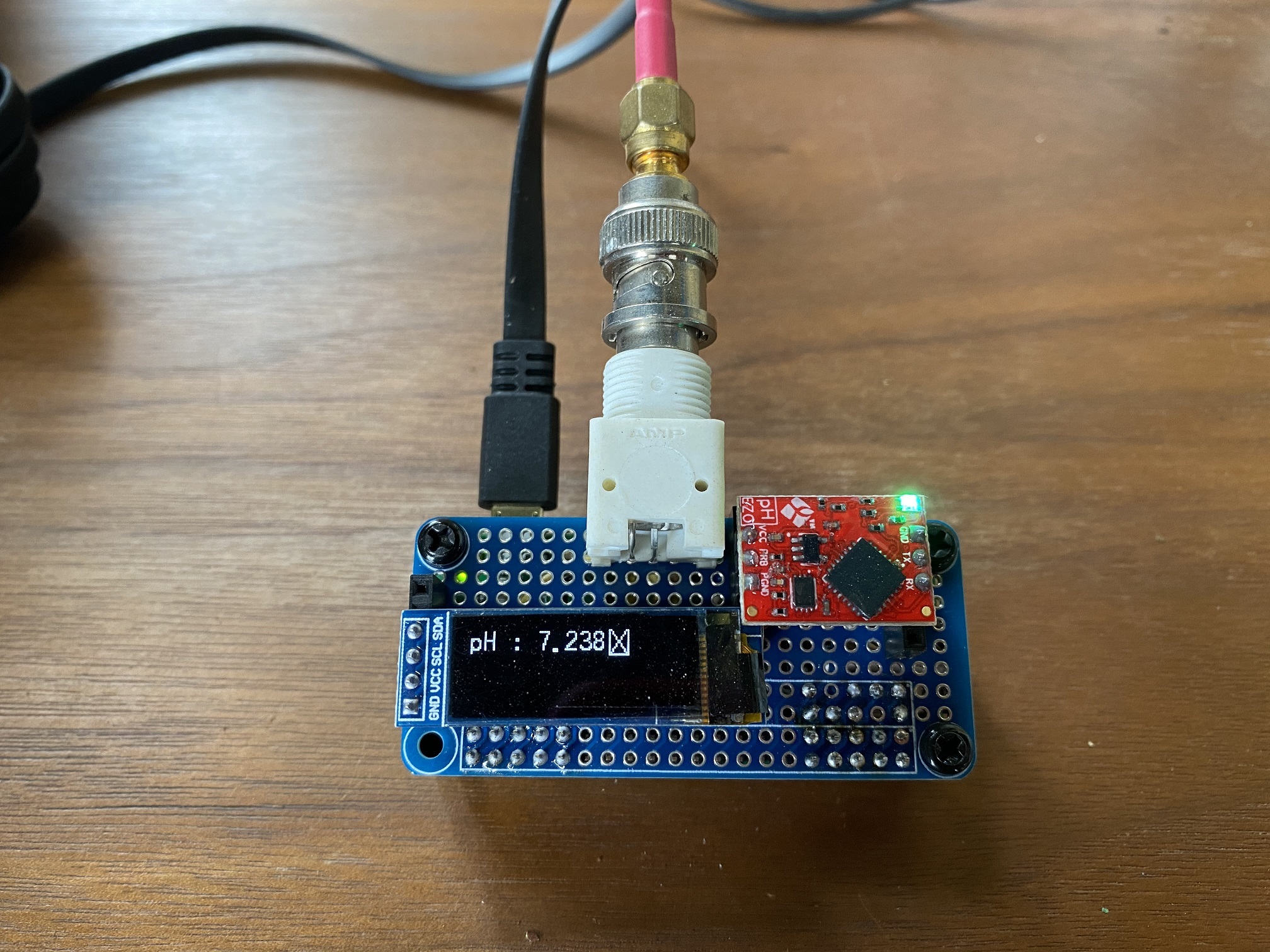
pH Kit では Pythonで記述された計測・校正用プログラムが提供されています。今回の製作でも、その Python プログラムをベースにオリジナルのプログラムを組んでいます。
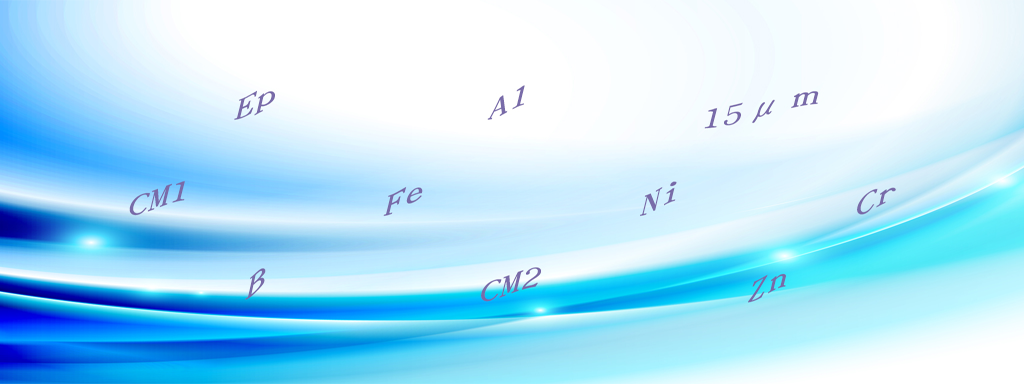
亜鉛めっき槽に常設する上でのもっとも大きな懸念事項として、腐食にどう対応するかという点があります。めっき溶液は酸性(pH:約5.8 ~ 6.3)であるため、周辺の機材は酸の影響を受けます。そのため、pHセンサを保護する筐体を用意する必要があるのですが、今回は現場環境にうまく適合するような筐体を三次元CADおよび三次元プリンタを用いて、設計・プリントすることにしました。写真は、(ちょっとわかりにくいですが)今回作成した筐体の3次元CADのスクリーンショットです。
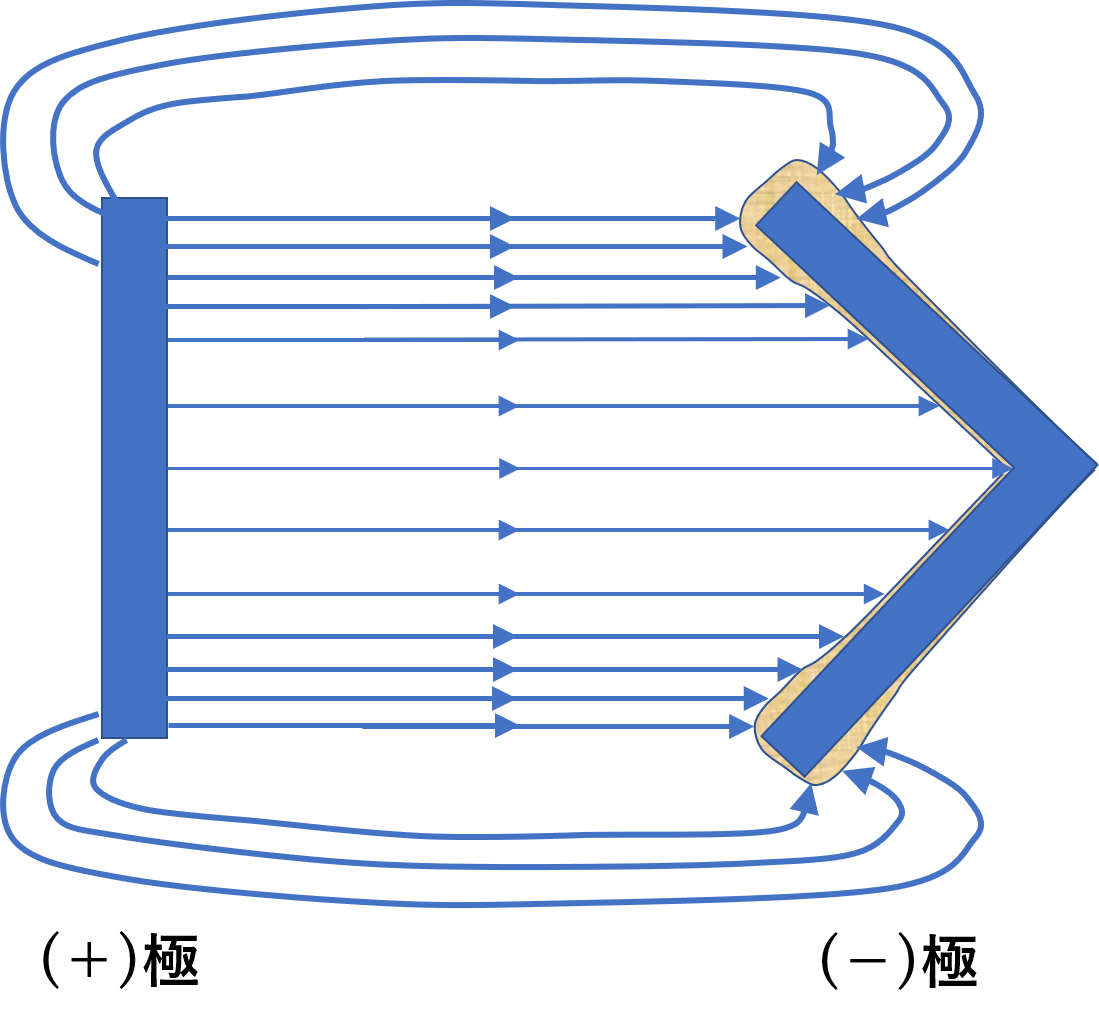
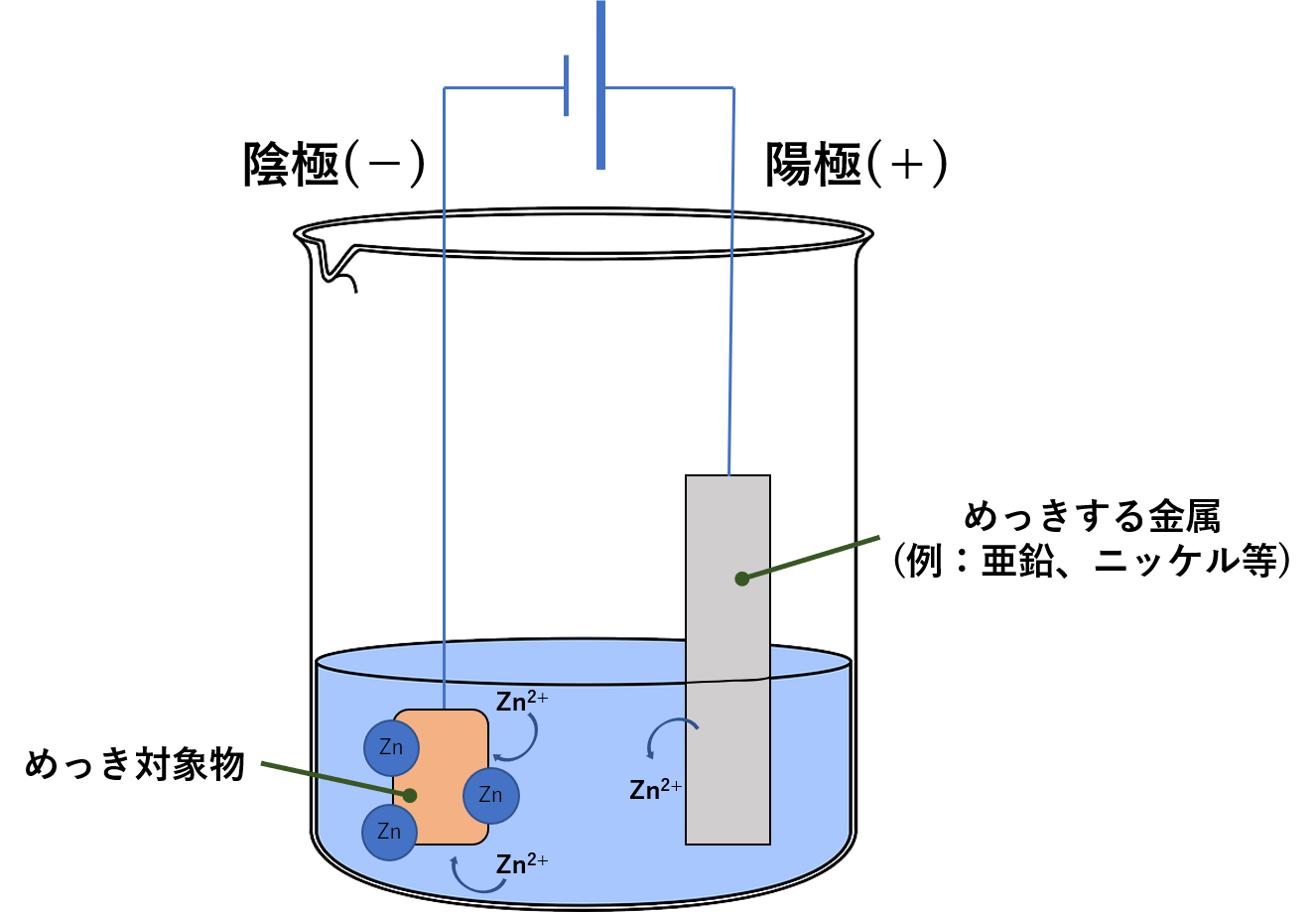
もう1点の懸念事項は、稼働している電気めっき槽内の磁界がpHセンサに影響を与える可能性です。電気めっきが行われているめっき槽内では、当然ながら電流が発生しており、それに伴い磁界が発生しています。その磁界内に置かれたpHセンサは磁界の影響を受けることになります。
※pHセンサ(pH電極)の原理は、測定対象の溶液とpH電極内の水素イオン数の差から発生する微弱な電流を測定することで実現しています。
懸念点は幾つかあるものの、ひとまず設置し、問題が発生した際には都度対応策を考えていきたいと思います。
次回も引き続き、pH計測の IoT化について報告します。
2020年10月30日 10:52